



Едноролкова конвейерна верига за линия за производство на ръкавици
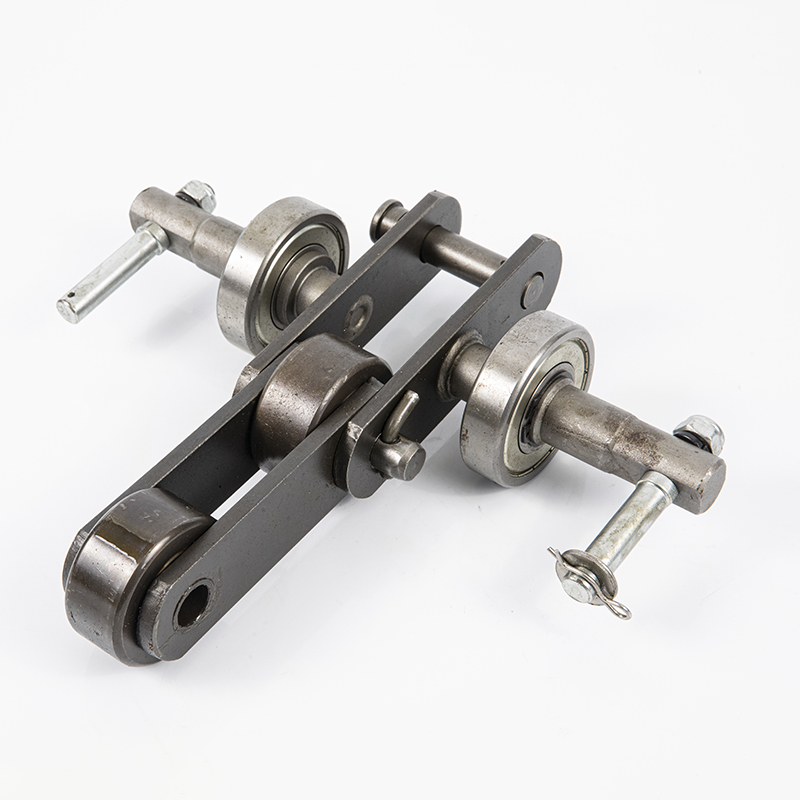
Транспортната верига е същата като трансмисионната верига. Прецизната транспортна верига също е съставена от серия лагери, които са фиксирани от верижната плоча с ограничение, а позиционното съотношение помежду им е много точно.
Всеки лагер се състои от щифт и втулка, върху които се въртят ролките на веригата. Както щифтът, така и втулката се подлагат на повърхностно закаляване, което позволява шарнирни съединения под по-високо налягане и могат да издържат на натоварването, предавано от ролките, и удара по време на зацепване. Конвейерните вериги с различна якост имат редица различни стъпки на веригата: стъпката на веригата зависи от изискванията за якост на зъбите на зъбното колело и изискванията за твърдост на верижната плоча и веригата като цяло. Ако е необходимо, тя може да бъде подсилена. Втулката може да надвишава номиналната стъпка на веригата, но трябва да има хлабина в зъбите на зъбното колело, за да се извади втулката.
Справяне с проблеми:
Отклонението на конвейерната лента е една от често срещаните повреди, когато конвейерната лента работи. Има много причини за отклонението, като основната причина е ниската точност на монтажа и лошата ежедневна поддръжка. По време на монтажа, горните и задните ролки, както и междинните ролки, трябва да са на една и съща централна линия, доколкото е възможно, и успоредни една на друга, за да се гарантира, че конвейерната лента не се отклонява или не се отклонява леко.
Освен това, сглобките на лентите трябва да са правилни, а периметрите от двете страни трябва да са еднакви.
В процеса на употреба, ако има отклонение, трябва да се извършат следните проверки, за да се определи причината и да се направят корекции. Често проверяваните части и методите за третиране на отклонението на конвейерната лента са:
(1) Проверете несъответствието между хоризонталната централна линия на ролката и надлъжната централна линия на лентовия транспортьор. Ако стойността на несъвпадението надвишава 3 мм, за регулирането трябва да се използват дългите монтажни отвори от двете страни на ролковия комплект. Специфичният метод е коя страна на конвейерната лента е напрегната, коя страна на ролковия комплект се движи напред по посока на конвейерната лента или другата страна се движи назад.
(2) Проверете стойността на отклонението на двете равнини на лагерната опора на горната и задната рамка. Ако отклонението на двете равнини е по-голямо от 1 мм, двете равнини трябва да се регулират в една и съща равнина. Методът на регулиране на горната ролка е: ако конвейерната лента се отклонява надясно спрямо ролката, лагерната опора от дясната страна на ролката трябва да се премести напред или лявата лагерна опора трябва да се премести назад; лагерната опора от лявата страна на барабана трябва да се премести напред или лагерната опора от дясната страна трябва да се премести назад. Методът на регулиране на задната ролка е точно обратен на този на горната ролка.
(3) Проверете позицията на материала върху конвейерната лента. Ако материалът не е центриран спрямо напречното сечение на конвейерната лента, това ще доведе до отклонение на конвейерната лента. Ако материалът се отклонява надясно, лентата се отклонява наляво и обратно. Материалът трябва да бъде центриран максимално по време на употреба. За да се намали или избегне отклонението на този вид конвейерна лента, може да се добави преградна плоча, която да променя посоката и позицията на материала.












